Customer's Expectations
The main aim of this application was to check the possibility to reduce dramatically the weight of the molded part. For this reason the original part thickness has been reduced from 3.0 mm to 1.8 mm in a uniform way. Moreover the previous injection system has been replaced with a FLEXflow system by Oerlikon HRSflow. This allowed to properly manage the higher filling pressure resulting from thickness reduction ensuring at the same time a perfect cosmetic appearance and an accurate control of welding lines.
Our Solution
On this application has been created a first benchmark by using a traditional sequential opening approach. This test highlights several difficulties in managing the filling of the cavity due to hesitation effects, high injection pressure and uncontrolled welding lines.
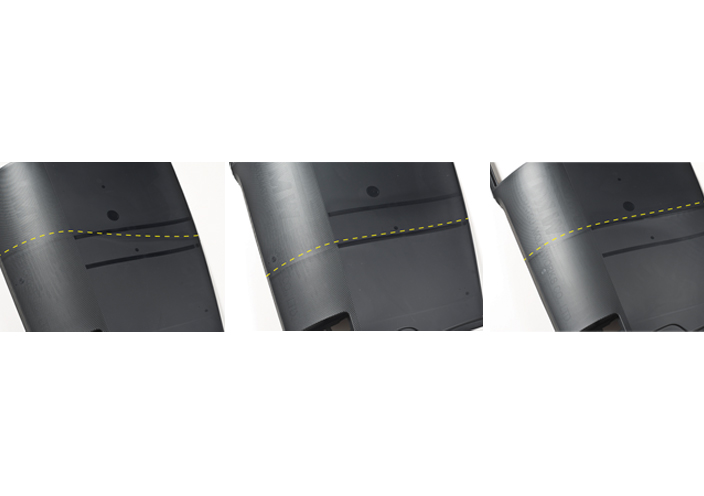
In general is not possible to overcome such difficulties without a tool modification, but thanks to the flexibility of FLEXflow solution all of them were addressed very easily. In fact by settings dedicated opening and closing profile for the each pin during the filling time it has been possible to reduce dramatically the hesitation ensuring a very good appearance of plastic surface. The weld lines position have been accurately controlled, but not only, thanks to variable pin position over time it has been possible also to modify the weld lines shape allowing a degree of control not possible at all with a traditional system.
Oerlikon HRSflow system
The hot runner system is composed by n. 6 nozzles Ga series with conical valve gate. Two of them are angled, injecting directly on the part. Each nozzle is managed by a FLEXflow electric motor.