Customer's Expectations
> Reduction of the total weight part and material used.
> Correct dimension of the part.
> High structural result. Need to move weld lines where will not create internal stress or weak points.
> Complete filling of all the ribs and walls
> Limit the injection pressure considering the customer machine indications.
Our Solution
To provide a properly filled part, it was considered the maximum number of injection points.
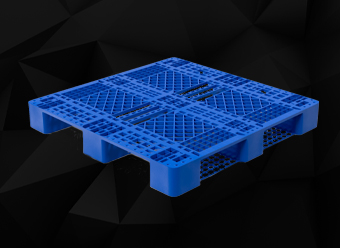
The solution selected (Aa series and valve gate type) was ideal for those parts with requirement of high structural resistance because it is injecting the expected quantity of material.
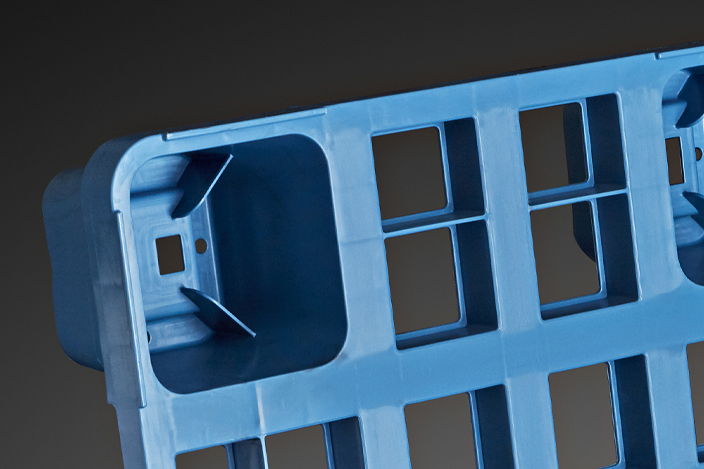
For the correct filling of the internal walls it was performed a CAE analysis, this indicated also deformation areas and eventual weak points in the structure. Using the analysis result was possible to suggest the proper cooling line on the mould.
In order to limit the flow length, it was considered a multi-level manifold. This choice allowed a better system balance.
The solution applied can be used for many different pallet dimensions.
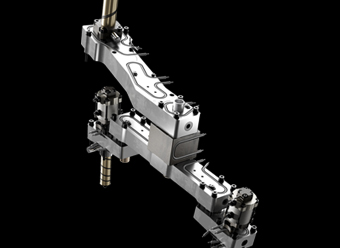
Oerlikon HRSflow system
The hot runner system is composed by 12 drops conical valve gate Aa series hydraulic actuation.
The gate diameter was 8 mm and it is used with conical tip and through the cavity end ring.